Tecnología de estampación y conformado
De la pieza individual al conjunto listo para instalar: todos los procesos de unión bajo un mismo techo
En las uniones mecánicas apostamos por procesos acreditados, que pueden ser desmontables o permanentes. Según los requisitos de su conjunto, elegimos el proceso óptimo, teniendo en cuenta la carga, el material y la rentabilidad. Procesamos acero (DC01–DC04, S235–S355), acero inoxidable (1.4301, 1.4404), aluminio (AlMg3, AlMgSi0,5), cobre y latón en espesores de material de 0,5 a 15 mm.
Todas las uniones mecánicas se ejecutan según las especificaciones del cliente o la norma DIN/ISO. Gracias a nuestra propia estampación y matricería, fabricamos las piezas individuales directamente in situ, eliminando así trayectos de transporte y pérdidas de interfaz entre fabricación y montaje.
Solicitar conjunto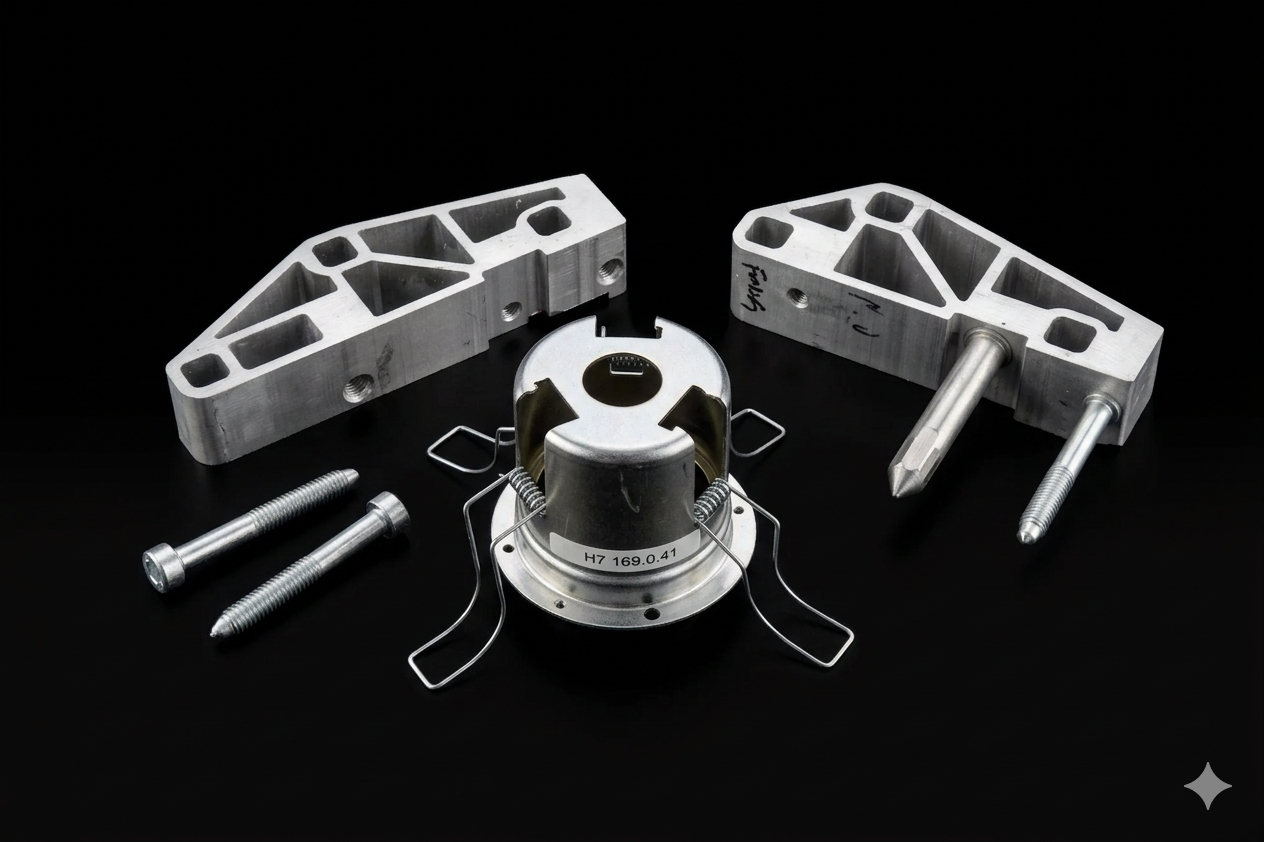

Para conjuntos que requieren la máxima resistencia, apostamos por las uniones soldadas. Con nuestros propios dispositivos de soldadura garantizamos una calidad reproducible, pieza por pieza idéntica. Nuestros soldadores están cualificados según DIN EN ISO 9606-1 y trabajan conforme a especificaciones de soldadura (WPS) homologadas según DIN EN ISO 15609.
Ya sea pieza única o gran serie: gracias a la combinación de diseño propio de utillajes y personal de soldadura certificado, obtiene conjuntos con una calidad de cordón constantemente alta. Cada unión soldada se inspecciona visualmente y, en conjuntos relevantes para la seguridad, adicionalmente mediante ensayos no destructivos.
Fabricamos nosotros mismos las piezas individuales de su conjunto: piezas estampadas en prensas de 40 a 500 toneladas, piezas conformadas mediante doblado, embutición y estampación, así como piezas mecanizadas (aserrado, taladrado, fresado, roscado). Las piezas normalizadas, como tornillos, tuercas, pasadores y muelles, las adquirimos a través de proveedores acreditados y mantenemos en stock los artículos habituales.
Antes o después del montaje, perfeccionamos sus componentes a través de nuestra red de socios consolidada a lo largo de los años: recubrimiento en polvo en cualquier color RAL (espesores de capa de 60–120 µm), galvanizado electrolítico con pasivado (azul, amarillo, negro), recubrimiento por cataforesis (KTL) para protección anticorrosiva, anodizado de aluminio (natural, negro, en color), así como desbarbado y vibroacabado para superficies sin rebabas.
¿Desea externalizar el montaje de sus conjuntos? Asumimos traslados de producción completos con varios cientos de herramientas y conjuntos por proyecto. El proceso incluye la recepción de herramientas, el muestreo inicial según PPAP/PPF, la cualificación de todas las piezas, la puesta en marcha de la fabricación en serie y el acompañamiento hasta un arranque de serie estable. Con mucho gusto le presentamos referencias y experiencias de anteriores proyectos de traslado.
Cada conjunto pasa por nuestro control final en varias etapas: control dimensional con instrumentos de medición calibrados (calibres, gramiles, galgas), prueba de funcionamiento según especificación del cliente, inspección visual de defectos superficiales y documentación conforme a ISO 9001:2015. Si es necesario, elaboramos informes de muestra inicial (EMPB) según VDA o PPAP y entregamos con certificado de inspección de fábrica según DIN EN 10204.
Ejemplos de nuestra producción: de la pieza individual al conjunto listo para instalar
Mecanismos de cierre completos compuestos por 8–12 piezas individuales: piezas estampadas de acero S355, piezas conformadas, ejes torneados y elementos elásticos. Las piezas individuales se estampan, se conforman, se galvanizan electrolíticamente y, a continuación, se montan. Procesos de unión: remachado y atornillado. Cada conjunto se verifica para comprobar el correcto funcionamiento del cierre. Entrega lista para montaje en portacargas del cliente.
Consolas portantes y soportes de fijación de acero (S235JR a S355J2) y acero inoxidable (1.4301). Espesores de material de 2–8 mm, longitudes de hasta 600 mm. Las piezas individuales se fabrican por láser o estampación, se posicionan en dispositivos de soldadura propios y se sueldan por MIG/MAG. Tolerancias según DIN EN ISO 13920 clase B. A continuación se entregan recubiertas en polvo o galvanizadas.
Bastidores y carcasas montados a partir de perfiles de aluminio mecanizados (AlMgSi0,5, EN AW-6060/6063). Los perfiles se asierran, taladran, fresan y dotan de roscas. A continuación se atornillan o ensamblan a presión escuadras de unión, tapas, juntas y elementos funcionales. Aplicación típica: revestimientos de máquinas, cubiertas de protección y bastidores de equipos.
Conjuntos planos de chapas estampadas (DC01–DC04, 0,8–3 mm), equipados con tuercas de presión (M3–M10), casquillos de presión y separadores. Las piezas estampadas se fabrican en troquel progresivo; a continuación, las piezas de presión se colocan con una fuerza de prensado definida y se verifican mediante control de par de apriete. Cantidades típicas: de 500 a 50.000 unidades al año.
Conjuntos de sujeción de cargas completamente montados para el sector del transporte. Varias piezas estampadas y conformadas de acero galvanizado se remachan y atornillan. Altas exigencias de capacidad de carga y resistencia a la fatiga. Verificación durante la fabricación según especificación del cliente, entrega con protocolo de ensayo.
Conjuntos de cobre (E-Cu, Cu-ETP) y componentes de latón para la electrotecnia. Elementos de contacto estampados de precisión se montan con piezas aislantes, carcasas y bornes de conexión. Exigencias especiales de exactitud dimensional (tolerancias de hasta ±0,05 mm) y limpieza superficial. Entrega con embalaje apto para ESD.
Envíenos el plano de su conjunto: le asesoramos sobre procesos y costes.