Stamping and Forming Technology
From individual part to ready-to-install assembly – every joining process under one roof
For mechanical joints we rely on proven processes that can be either detachable or permanent. Depending on the requirements of your assembly, we select the optimal process – taking into account load, material and cost-effectiveness. We process steel (DC01–DC04, S235–S355), stainless steel (1.4301, 1.4404), aluminium (AlMg3, AlMgSi0,5), copper and brass in material thicknesses from 0.5 to 15 mm.
All mechanical joints are produced to customer specification or DIN/ISO standard. Thanks to our own stamping shop and tool shop, we manufacture the individual parts directly on site – eliminating transport routes and interface losses between production and assembly.
Request an assembly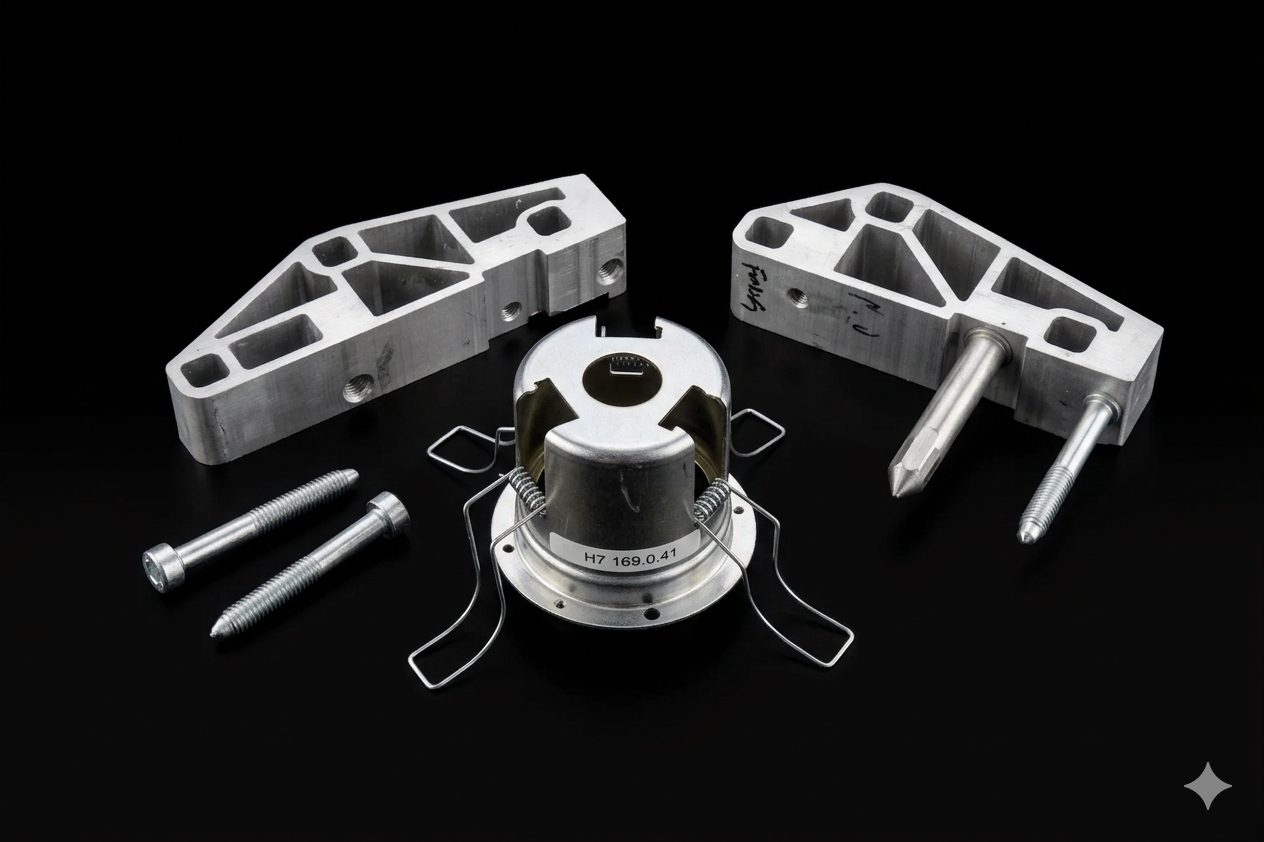

For assemblies that demand the highest strength, we rely on welded joints. With our own welding fixtures we guarantee reproducible quality – identical part for part. Our welders are qualified to DIN EN ISO 9606-1 and work according to approved welding procedure specifications (WPS) in line with DIN EN ISO 15609.
Whether one-off or large series: by combining in-house fixture design with certified welding personnel, you receive assemblies with consistently high seam quality. Every welded joint is visually inspected, with additional non-destructive testing for safety-critical assemblies.
We manufacture the individual parts of your assembly ourselves: stamped parts on presses from 40 to 500 tonnes, formed parts by bending, deep drawing and embossing, as well as machined parts (sawing, drilling, milling, threading). Standard parts such as bolts, nuts, pins and springs are sourced from established suppliers, and we keep common items in stock.
Before or after assembly we finish your components through our long-established partner network: powder coating in any RAL colour (coating thicknesses 60–120 µm), electrolytic galvanizing with passivation (blue, yellow, black), CEC coating for corrosion protection, anodizing of aluminium (natural, black, coloured), as well as deburring and vibratory grinding for burr-free surfaces.
Would you like to outsource your assembly? We take over complete production relocations involving several hundred tools and assemblies per project. The process covers tool transfer, initial sampling to PPAP/PPF, qualification of all parts, ramp-up of series production and support through to a stable series launch. We are happy to present references and lessons learned from past relocation projects.
Every assembly passes through our multi-stage final inspection: dimensional inspection with calibrated measuring equipment (calipers, height gauges, gauges), functional testing to customer specification, visual inspection for surface defects, and documentation in accordance with ISO 9001:2015. On request we prepare initial sample inspection reports (ISIR) to VDA or PPAP and deliver with an inspection certificate to DIN EN 10204.
Examples from our production – from individual part to ready-to-install assembly
Complete latching mechanisms consisting of 8–12 individual parts: stamped parts in S355 steel, formed parts, pivot axles and spring elements. The individual parts are stamped, formed, electrolytically galvanized and then assembled. Joining processes: riveting and bolting. Every assembly is checked for correct locking function. Delivered assembly-ready on customer load carriers.
Support consoles and mounting brackets in steel (S235JR to S355J2) and stainless steel (1.4301). Material thicknesses 2–8 mm, lengths up to 600 mm. The individual parts are produced by laser or stamping, positioned in custom welding fixtures and MIG/MAG welded. Tolerances to DIN EN ISO 13920 class B. Subsequently delivered powder-coated or galvanized.
Assembled frames and housings from machined aluminium profiles (AlMgSi0,5, EN AW-6060/6063). Profiles are sawn, drilled, milled and threaded. Angle connectors, end caps, seals and functional elements are then bolted or press-fitted on. Typical application: machine enclosures, protective covers and equipment frames.
Flat assemblies from stamped sheets (DC01–DC04, 0.8–3 mm), fitted with press-in nuts (M3–M10), press-in bushings and standoffs. The stamped parts are produced in a progressive die, after which press-in parts are set with defined press force and verified by torque testing. Typical quantities: 500 to 50,000 pieces per year.
Fully assembled load securing systems for the transport sector. Several stamped and formed parts in galvanized steel are riveted and bolted. High demands on load capacity and fatigue strength. Production-accompanying inspection to customer specification, delivery with inspection report.
Assemblies from copper (E-Cu, Cu-ETP) and brass components for electrical engineering. Precision-stamped contact elements are assembled with insulating parts, housings and connection bolts. Special requirements for dimensional accuracy (tolerances down to ±0.05 mm) and surface cleanliness. Delivered ESD-compliant packaging.
Send us your assembly drawing – we will advise you on processes and costs.