Technique de découpage et de formage
De la pièce détachée au sous-ensemble prêt à monter – tous les procédés d'assemblage sous un même toit
Pour les assemblages mécaniques, nous misons sur des procédés éprouvés, démontables ou permanents. Selon les exigences de votre sous-ensemble, nous choisissons le procédé optimal – en tenant compte de la charge, du matériau et de la rentabilité. Nous transformons l'acier (DC01–DC04, S235–S355), l'acier inoxydable (1.4301, 1.4404), l'aluminium (AlMg3, AlMgSi0,5), le cuivre et le laiton dans des épaisseurs de 0,5 à 15 mm.
Tous les assemblages mécaniques sont réalisés selon les spécifications du client ou la norme DIN/ISO. Grâce à notre propre atelier de découpage et à notre atelier d'outillage, nous fabriquons les pièces détachées directement sur place – ce qui supprime les transports et les pertes d'interface entre la fabrication et le montage.
Demander un devis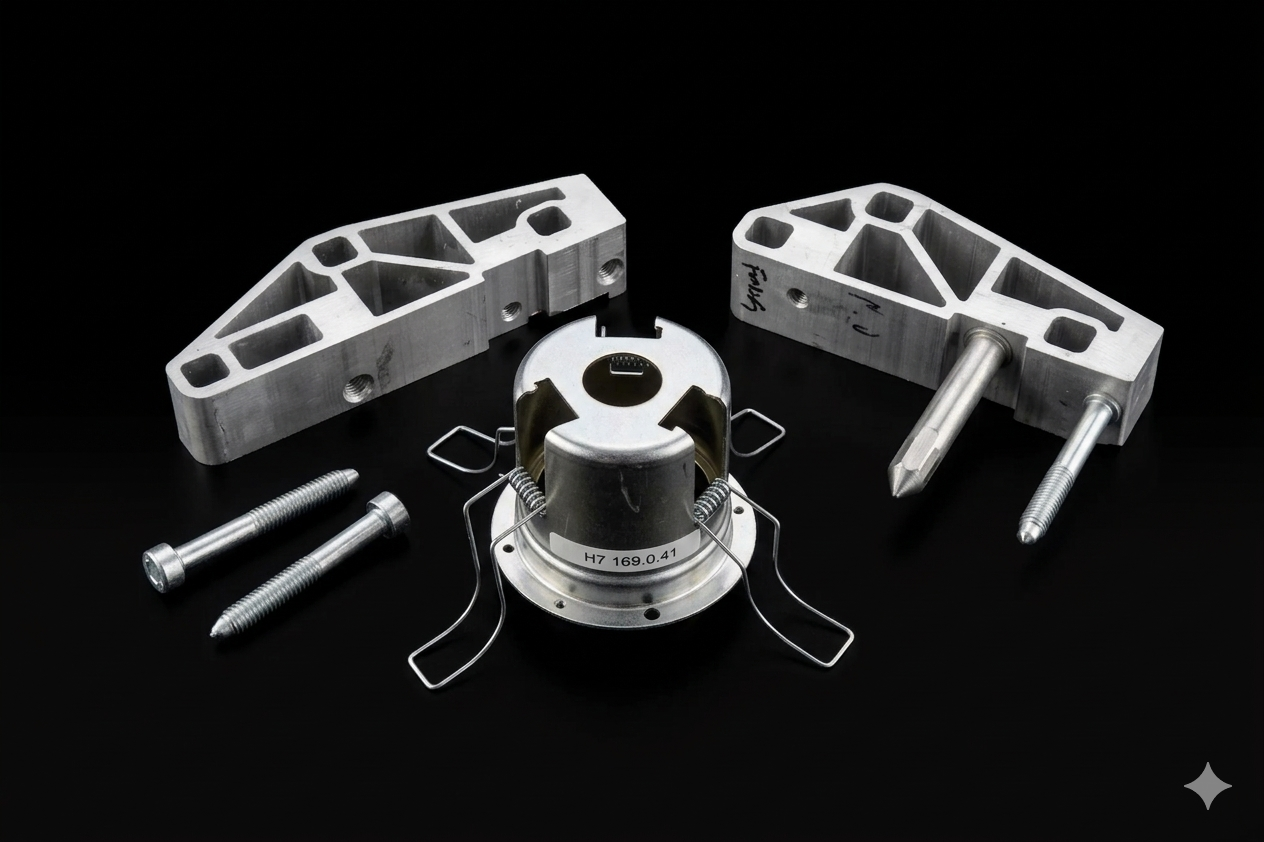

Pour les sous-ensembles qui exigent une résistance maximale, nous misons sur les assemblages soudés. Avec nos propres dispositifs de soudage, nous garantissons une qualité reproductible – identique pièce après pièce. Nos soudeurs sont qualifiés selon DIN EN ISO 9606-1 et travaillent selon des descriptifs de mode opératoire de soudage (DMOS) contrôlés conformes à DIN EN ISO 15609.
Qu'il s'agisse d'une pièce unique ou d'une grande série : grâce à la combinaison de notre conception de dispositifs en interne et d'un personnel de soudage certifié, vous obtenez des sous-ensembles à la qualité de cordon constamment élevée. Chaque assemblage soudé est contrôlé visuellement et, pour les sous-ensembles relevant de la sécurité, complété par des procédés de contrôle non destructif.
Nous fabriquons nous-mêmes les pièces détachées de votre sous-ensemble : pièces découpées sur des presses de 40 à 500 tonnes, pièces formées par pliage, emboutissage et estampage, ainsi que des pièces usinées (sciage, perçage, fraisage, taraudage). Les pièces normalisées telles que vis, écrous, goupilles et ressorts sont approvisionnées auprès de fournisseurs éprouvés et nous tenons les articles courants en stock.
Avant ou après le montage, nous ennoblissons vos composants grâce à notre réseau de partenaires développé au fil des années : thermolaquage dans toutes les teintes RAL (épaisseurs de couche 60–120 µm), zingage galvanique avec passivation (bleu, jaune, noir), cataphorèse pour la protection anticorrosion, anodisation de l'aluminium (naturel, noir, coloré) ainsi qu'ébavurage et tribofinition pour des surfaces sans bavures.
Vous souhaitez externaliser le montage de vos sous-ensembles ? Nous prenons en charge des transferts de production complets, avec plusieurs centaines d'outils et de sous-ensembles par projet. Le processus comprend la reprise des outils, l'échantillonnage initial selon PPAP/PPF, la qualification de toutes les pièces, la mise en place de la production en série et l'accompagnement jusqu'au démarrage stable de la série. Nous vous présentons volontiers nos références et notre retour d'expérience issus de projets de transfert antérieurs.
Chaque sous-ensemble passe par notre contrôle final à plusieurs niveaux : contrôle dimensionnel avec des moyens de mesure étalonnés (pieds à coulisse, trusquins, calibres), contrôle fonctionnel selon les spécifications du client, inspection visuelle des défauts de surface ainsi que documentation conforme à ISO 9001:2015. Sur demande, nous établissons des rapports d'échantillons initiaux (EI) selon VDA ou PPAP et livrons avec un certificat de réception conforme à DIN EN 10204.
Exemples issus de notre production – de la pièce détachée au sous-ensemble prêt à monter
Mécanismes de verrouillage complets composés de 8 à 12 pièces détachées : pièces découpées en acier S355, pièces formées, axes tournés et ressorts. Les pièces détachées sont découpées, formées, zinguées galvaniquement puis assemblées. Procédés d'assemblage : rivetage et vissage. Chaque sous-ensemble est contrôlé pour vérifier le bon fonctionnement de fermeture. Livraison prête au montage sur les supports de charge du client.
Consoles porteuses et supports de fixation en acier (S235JR à S355J2) et acier inoxydable (1.4301). Épaisseurs de 2 à 8 mm, longueurs jusqu'à 600 mm. Les pièces détachées sont fabriquées au laser ou par découpage, positionnées dans des dispositifs de soudage propres et soudées en MIG/MAG. Tolérances selon DIN EN ISO 13920 classe B. Livrées ensuite thermolaquées ou zinguées.
Cadres et boîtiers montés à partir de profilés aluminium usinés (AlMgSi0,5, EN AW-6060/6063). Les profilés sont sciés, percés, fraisés et taraudés. Ensuite, des équerres d'assemblage, des bouchons de protection, des joints et des éléments fonctionnels sont vissés ou emmanchés. Application typique : habillages de machines, capots de protection et châssis d'appareils.
Sous-ensembles plats à partir de tôles découpées (DC01–DC04, 0,8–3 mm), équipés d'écrous à sertir (M3–M10), de douilles à sertir et d'entretoises. Les pièces découpées sont fabriquées en outil progressif, puis les pièces à sertir sont posées avec une force de pressage définie et vérifiées par contrôle de couple. Quantités typiques : 500 à 50 000 pièces par an.
Des systèmes d'arrimage des charges entièrement montés pour le domaine du transport. Plusieurs pièces découpées et formées en acier zingué sont rivetées et vissées. Exigences élevées en matière de capacité de charge et de résistance à la fatigue. Contrôle en cours de fabrication selon les spécifications du client, livraison avec procès-verbal de contrôle.
Sous-ensembles à partir de cuivre (E-Cu, Cu-ETP) et de composants en laiton pour l'électrotechnique. Les éléments de contact découpés avec précision sont assemblés avec des pièces isolantes, des boîtiers et des boulons de raccordement. Exigences particulières en matière de précision dimensionnelle (tolérances jusqu'à ±0,05 mm) et de propreté de surface. Livraison sous emballage adapté ESD.
Envoyez-nous le plan de votre sous-ensemble – nous vous conseillons sur les procédés et les coûts.